

No data
Tunnel bridges Highway railway Centralized processing and distribution of steel bars
Jul 07,2023
· Application status: shield segment rebar cage
Shield segment is a robust composite production material for tunnel construction. The main difficulty in machining the internal steel skeleton is to complete the fixed-length shearing, bending and arc forming of large-diameter steel bars, and to realize the three-dimensional welding of multi-layer mesh combinations. For a long time, the production of shield segment steel cages can only be processed into single ribs by CNC equipment and then welded by manual lashing.

Question NO.1
design is not conducive to mechanized production, there are differences in the design source of segment steel cages, and the structure is relatively trivial.
Question NO.2
Production relies on labor, low level of automation, because its internal steel skeleton main processing difficulty is to complete the large-diameter steel bar fixed length bending, but also to achieve multi-layer mesh combination three-dimensional welding, due to the lack of domestic machinery, technology led to a long-term artificial production mode, low production efficiency, poor safety, high labor intensity, Coupled with the continuous increase of labor costs, traditional manual labor processing can no longer meet the needs of modern buildings.
Question NO.3
The quality control standards of finished products are difficult, and can only be carried out by manual lashing or welding in China, which is inefficient and forced to relax quality standards. Due to its low production efficiency, poor safety, high labor intensity, coupled with the continuous increase of labor costs, traditional manual labor processing steel bars can no longer meet the needs of modern buildings.

With the rapid development of modern building construction, factory-based and prefabricated production of construction engineering components has become an inevitable trend of development, especially the shield segment required for urban rail transit construction such as metros strongly supported by the state has achieved factory prefabricated production.
The research and development and use of shield segment rebar cage processing equipment is exploratory and groundbreaking, and will change the traditional mode of segment rebar cage processing and production at home and abroad, and realize the standardization, standardization, automation and intelligent assembly line processing and production of segment rebar cage.

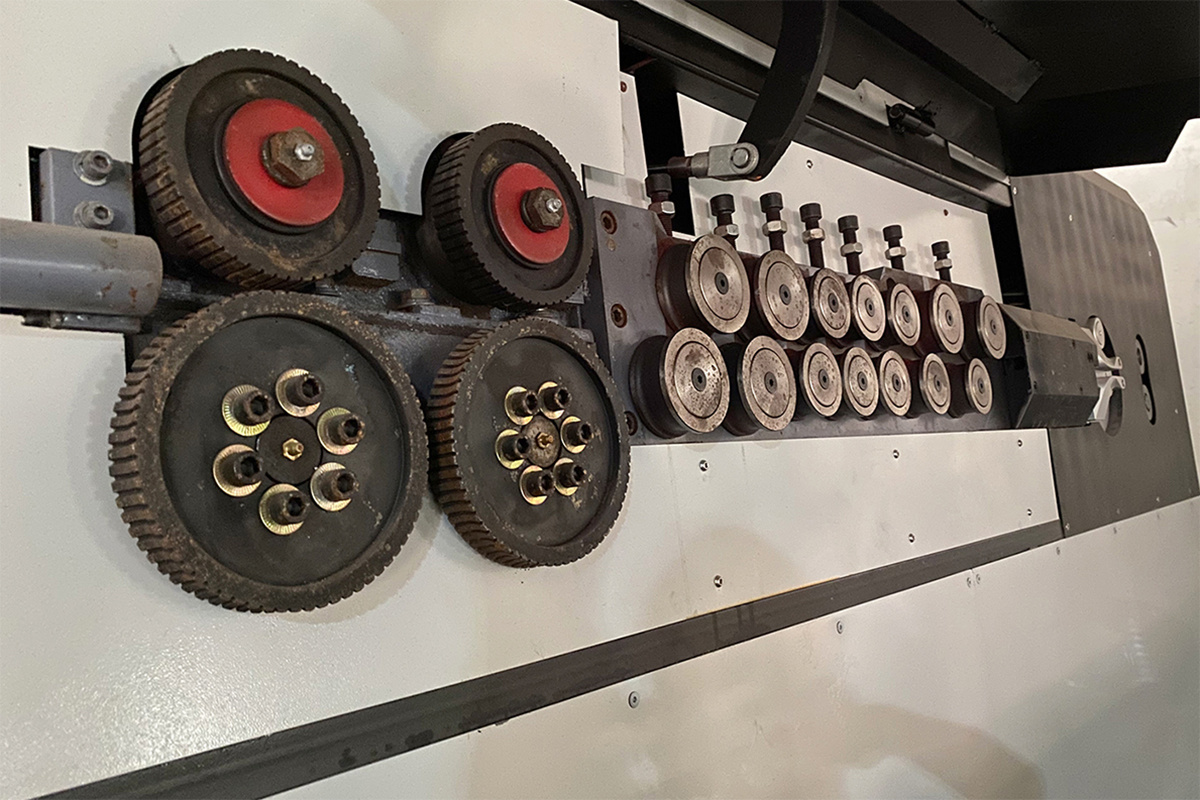
· CNC rebar hoop bending machine
CB-WG12D-2
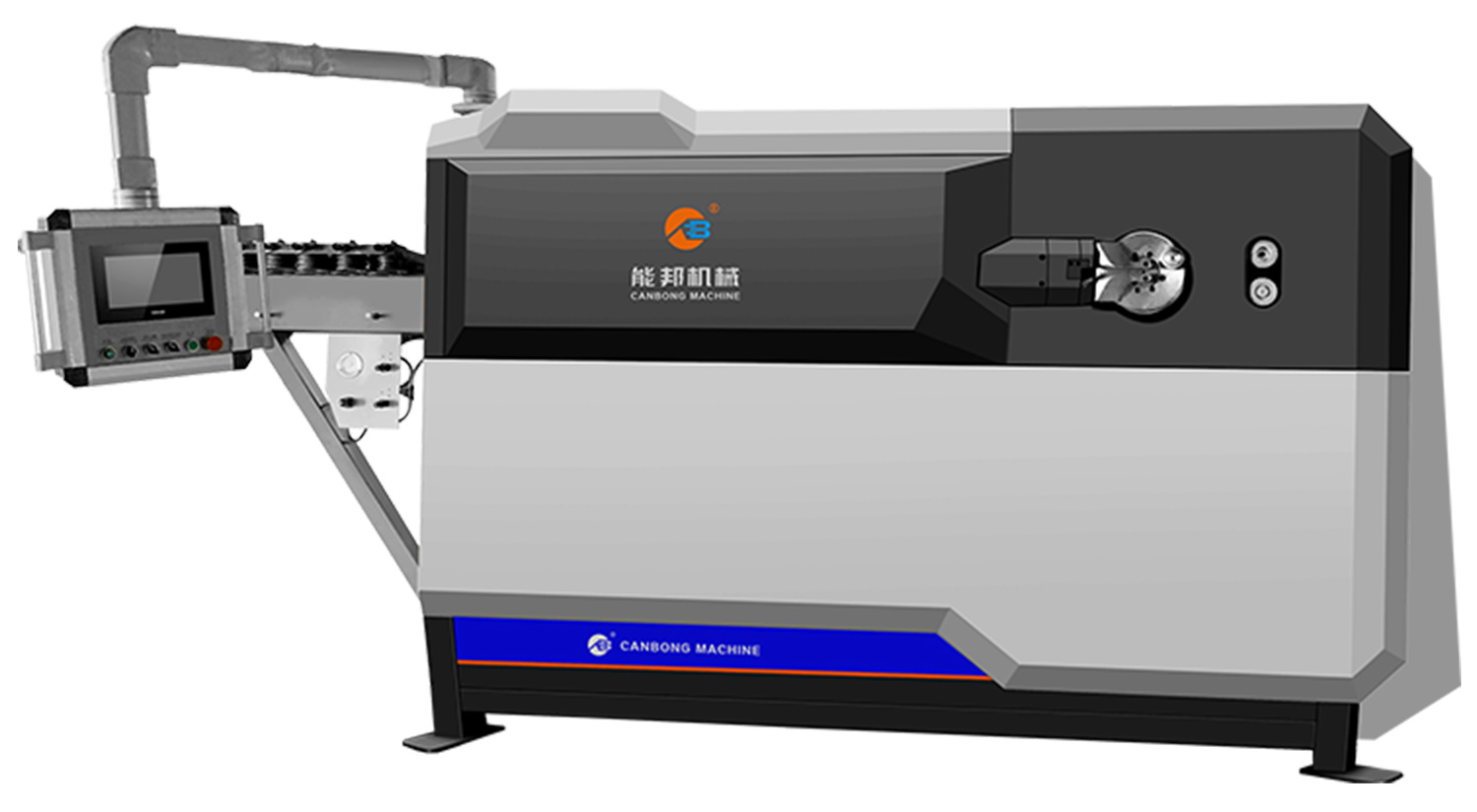
CB-WG12D-2 CNC rebar bending machine adopts pneumatic and efficient double-station multi-function bending mechanism, the production speed is increased by 20%, and the bending of various special shapes can be completed efficiently, and the bending arc angle is R6-R35 (center pin diameter 12-70). Large bevel design, large processing range, can process all kinds of stirrups within 1670mm, can also process small stirrups as small as 70X70 (mm).
Single rebar processing diameter: medium 5mm-medium 13mm
Double rebar processing diameter: medium 5mm-medium 10mm
Maximum bending angle: 180
Bending direction: bidirectional
Maximum traction speed: 110m/min
Maximum bending speed: 1200°/sec
Total power: 27kw
· CNC rebar hydraulic shearing production line
CB-GJW150B

CB-GJW150B CNC rebar hydraulic shearing production line can realize the cut-to-length demand for 800-12000mm bar rebar. The fixed-length mechanism is equipped with fixed-length baffles of different lengths, which are adjusted by the servo control system to accurately control the shear length. The anti-runout automatic pressing device of the shearing mechanism will not cause steel bar sliding phenomenon, and the production line cooperates with the plane mesh forming machine to realize the orbital transmission of shearing finished products and semi-finished products.

Diameter of processed steel bars: medium 10mm-medium 50mm
Cutting width: 600mm
Shear speed: 12 times/min
Conveying speed: 90m/min
Cutting length: 800-12000mm
Total power: 42kw
Dimensions: 32000x5800x2950mm
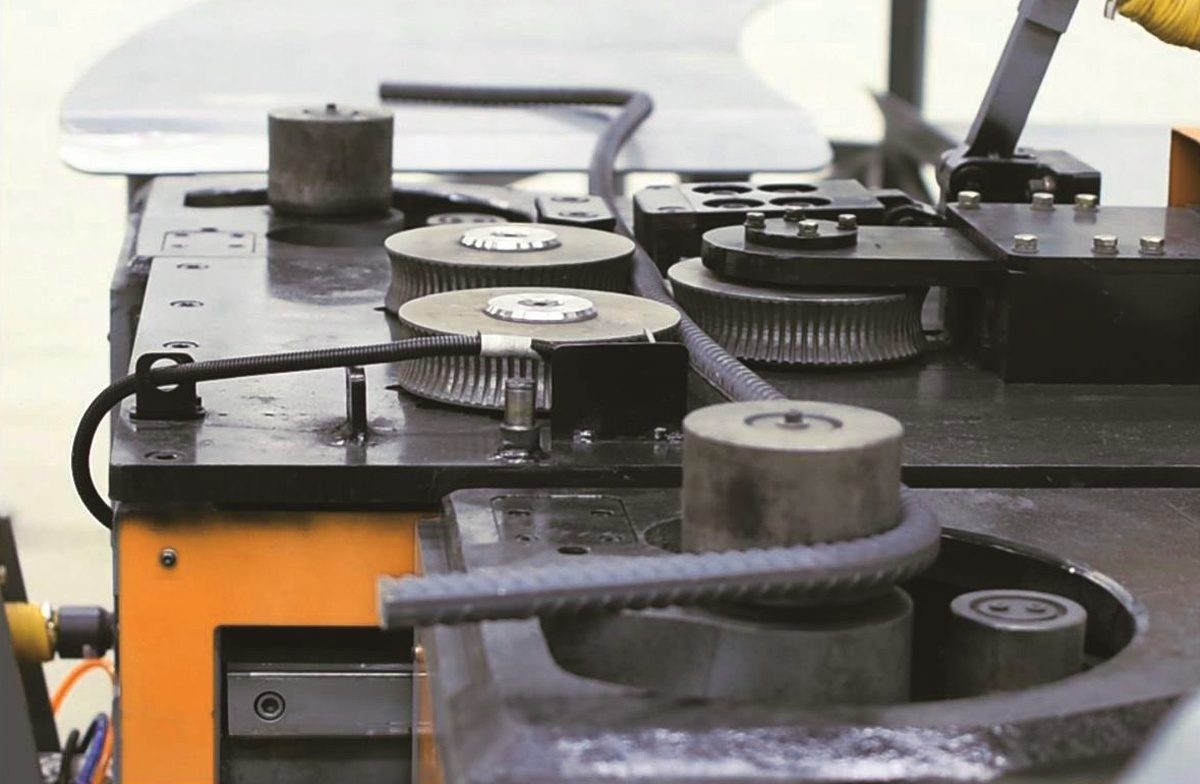
· CNC rebar arc bending machine
CB-WHWQ32
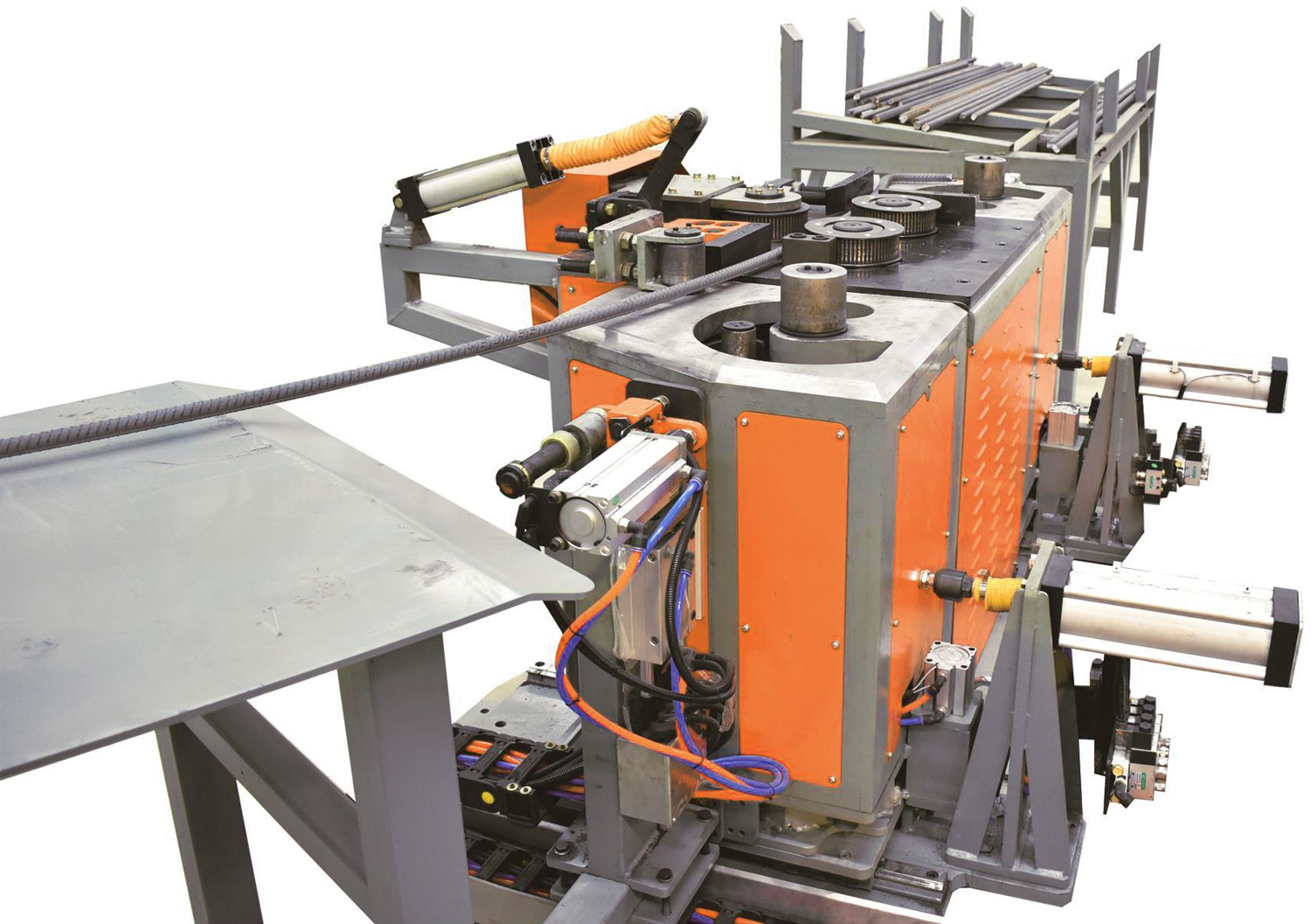
CB-WHWQ32 CNC rebar arc bending machine is mainly used for the processing of internal arc bar and outer arc bar in the segment rebar cage, which can directly form a straight steel bar arc bending hook at one time, which reduces the labor intensity of workers.
Processing steel bar diameter: ∮10mm-∮32mm
Bending angle: 0°-120°
Bending speed: 48°-72°/s
Minimum arc bending radius: 2600mm
Minimum length of bending side: 180mm
Minimum curved edge length: 1400mm
Total power: 15kw
· Shield segment flat mesh forming machine
CB-GPPMW170
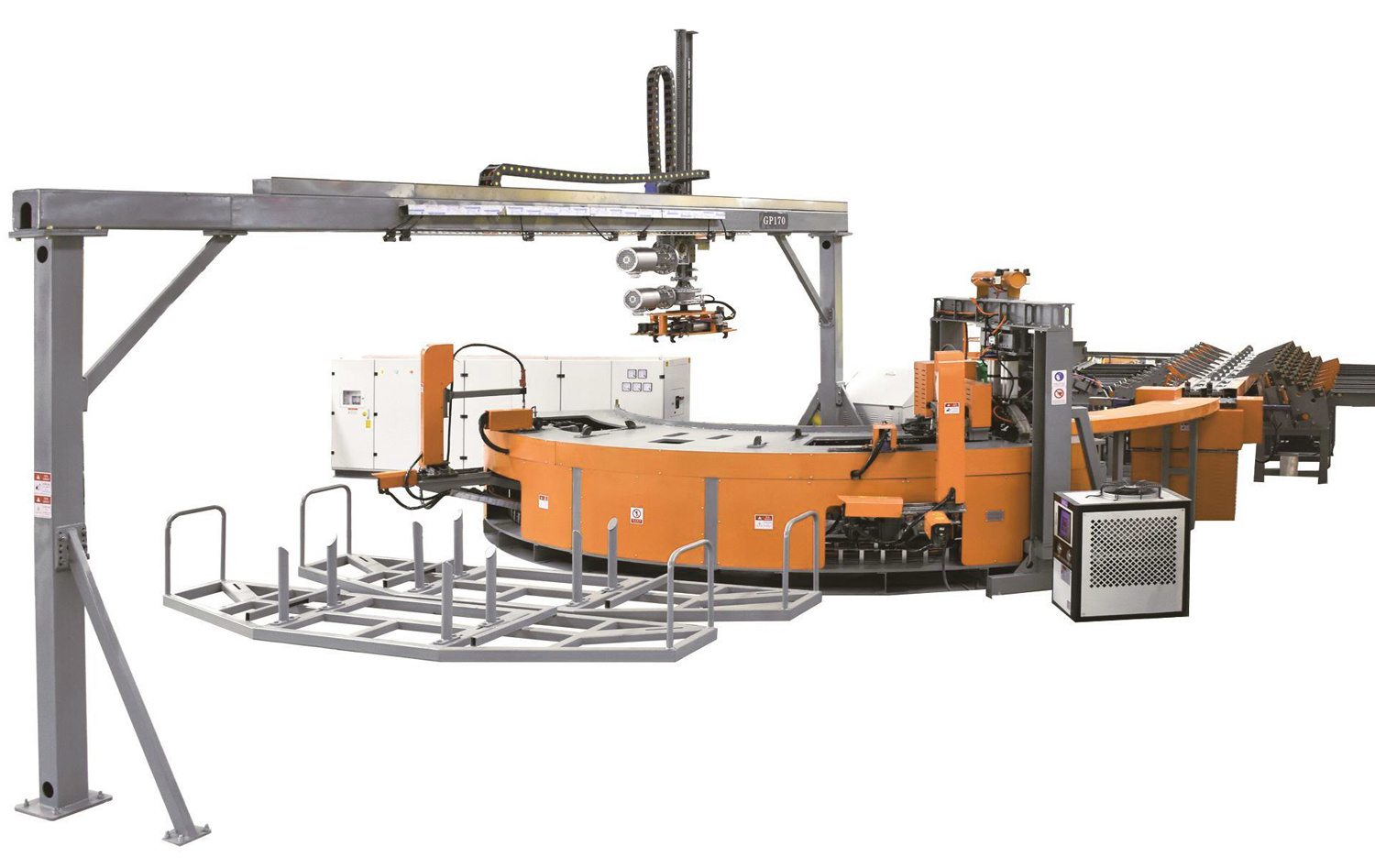
CB-GPPMW170 shield segment flat mesh forming machine is mainly composed of arc bending device, arc shaping device, crossbar welding device, traction device, mobile clamping mechanism, fixed clamping mechanism, bending detection device, welding manipulator, etc. The lap welding of the main reinforcement is carried out by high-precision three-coordinate welding manipulator, and the welding of the cross bar and the main reinforcement is carried out by servo positioning of the crossbar position, automatic falling crossbar and resistance welding.

Main bar diameter: ∮32mm
Crossbar diameter: ∮10mm
Maximum welding capacity: ∮10mm + ∮32mm
Processing efficiency: 2.5min/piece
Total power: 160kva
Dimensions: 7000x4500x2000mm
· Shield segment stereo mesh forming machine
CB-GPLTW170
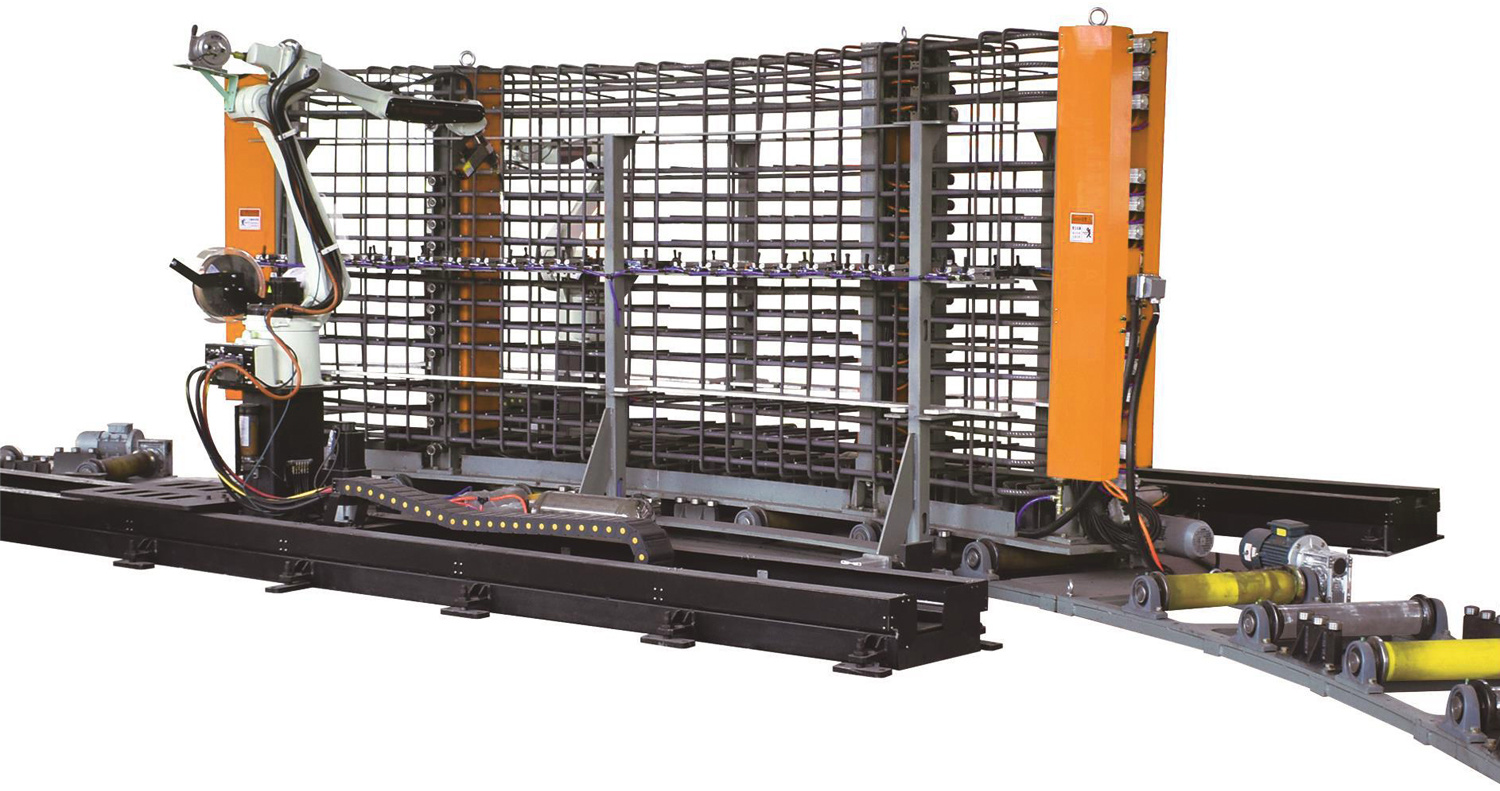
CB-GPLTW170 shield segment three-dimensional mesh forming machine is the arc plane mesh and ribs welded into a whole equipment, through the welding mold to stirrup, single piece mesh for positioning and stacking, the use of welding robot to control the oxygen welding machine to achieve mesh and stirrup lap welding, welding robot equipped with visual inspection function, control the welding torch to complete the forming and welding of the three-dimensional mesh.

Robot repeatability: 0.05mm
Robot load: 6kg
Maximum robot speed: 395mm/s
Three-dimensional mold: special customization
Welding method: two welding guarantees
Dimensions: 7000x4500x2000mm
Recognition system: dual-lens high-speed vision
Total power: 25kw
· Grid welding platform
CB-GS1800-6

CB-GS1800-6 grid welding platform is composed of two welding robots on the same track and positioner, the welding robot is equipped with laser intelligent detection device, mainly to complete the welding work of each welding point of the grid. The production process is to manually put the butterfly tendon and main reinforcement into a special mold, complete the online circulation through the gantry and silver road, and complete the grid welding production.

Rib diameter: ∮20mm-∮25mm
Rib diameter: ∮10mm-∮16mm
Welded grille chord length: <6000mm
Welding grid specification: 200x200-300x300mm
Total power: 15kw
Dimensions: 8000x7500x1500mm
· Ancillary equipment segment rebar cage production
 |
Rebar cutting machine GQ50 |
| Processing diameter: 50mm in < | |
| Cutting speed: 28 order/min | |
| Motor power: 4kw |
 |
Rebar arc bending machine GWH32 |
| Processing diameter: 32mm in < | |
| Minimum bending circle: medium 500mm | |
| Motor power: 3kw |
 |
Rebar spiral bending machine CB-WH12 |
| Processing diameter: 12mm in < | |
| Minimum bend: 250mm in medium | |
| Motor power: 3.7kw |
· Layout planning segment rebar cage production line
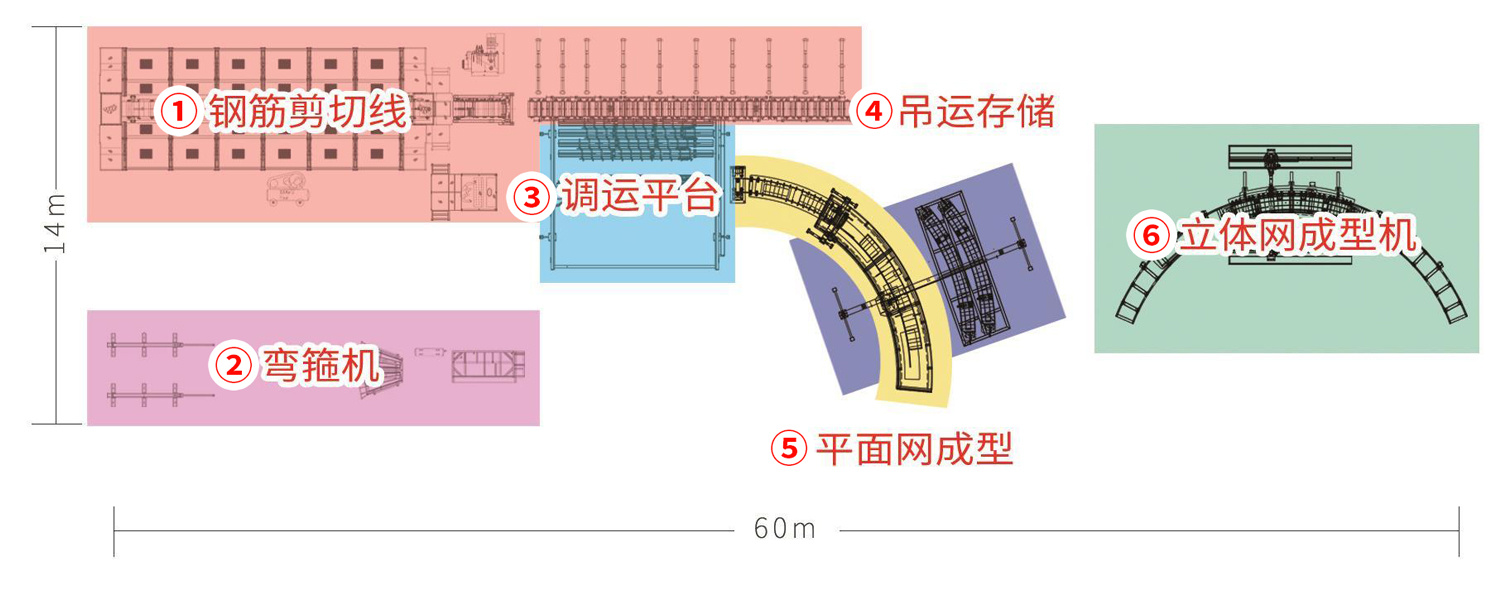
(1) Rebar shearing line
(2) hoop bending machine
(3) transfer platform
(4) transportation storage
(5) flat mesh forming
(6) three-dimensional mesh forming machine
The segment stereo mesh production line is composed of four modules: the main reinforcement fixed length shearing part, the logistics transportation part, the plane mesh welding forming part, and the three-dimensional mesh welding and forming part.
· Process
Part 1 Fixed-length cutting:
optional existing CB-GJW150B CNC rebar hydraulic shearing production line for fixed-length cutting, after manual feeding, the equipment will automatically complete the fixed-length and cutting. The equipment can realize high-quality fixed-length cutting, conveying, storage and processing operations of hot-rolled 1, l, ll and V grade ribbed steel bars.
Part 2 Bar transportation:
through the stepping feeding mechanism and the lifting device, the main reinforcement and gluten are transported to the single-line conveying track and transported to the monolithic mesh forming machine.
Part3 Flat mesh welding forming: the arc bending device in the monolithic mesh forming machine completes arc bending and drags to the crossbar automatic blanking mechanism, and welds into a monolithic mesh by resistance welding
. The three-coordinate welding manipulator is used to drive the welding torch to weld the lap joint. Finally, the logistics hoisting mechanism lifts the single piece mesh to the mesh storage truck for storage.
Part4 Three-dimensional mesh welding forming: put ribs and monolithic screen codes into the welding mold, use a series of cylinders and fixtures to realize the positioning and clamping
of lifting stirrups, and control the welding torch to complete the forming and welding of three-dimensional mesh through visual inspection function.
· Staffing
1 person for bar shearing at fixed length, 1 person for flat mesh welding and forming, 2 people for steel bar molding, 1 people for finished product demolding, and 1 person for three-dimensional mesh welding and forming.
Previous
Next
Previous
Next
Related Solution

Related Products
CanBong Steel bar processing machinery
Contact Us
Sanlian Industrial Zone, Gulao Town, Heshan City,Guangdong Province, China
Sign up for exclusive offers and updates!
Connnect with us!



